电 话:0515-88491458
传 真:0515-88490233
联系人:孙 超
手 机:13605102362
Hotmail:Jason@ycxd.com
网 址:www.ycxd.com
地 址:江苏省盐城市盐都区郭猛镇人民东路1号
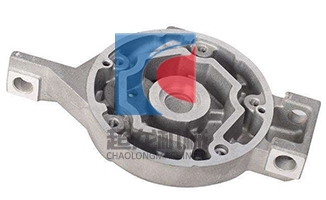
生铁铸件造型时,先在模板上掩盖一层塑料薄膜,用真空泵抽气,使薄膜紧贴在模板上,然后套上砂箱,再往砂箱中充填造型资料,经震实刮平之后,用塑料薄膜掩盖砂箱顶面,接通真空泵吸出砂粒间的空气,使砂型内构成负压,一起撤消模板真空,让塑料薄膜转而吸附在铸型内腔面上,砂型靠压力差的效果具有必定的强度和硬度。经起模、合箱、浇注、凝结冷却后撤消负压,即可得到所需铸件。
生铁铸件铸造工艺即依据生铁铸件的结构、分量和尺度巨细,铸造合金特性和生产条件,挑选适宜的分型面和造型、造芯办法,合理设置铸造筋、冷铁、冒口和浇注体系等,以确保取得优良铸件。工艺操作:要拟定合理的生铁铸件的工艺操作规程,进步全体的技术水平,使工艺规程得到正确施行。
进行规划时,除了要依据工作条件和金属资料性能来确认铸件几许形状、尺度巨细外,还须从铸造合金和铸造工艺特性的视点来考虑规划的合理性,即显着的尺度效应和凝结、缩短、应力等问题,以防止或削减铸件的成分偏析、变形、开裂等缺点的发生。
 备案号:苏ICP备15042911号
备案号:苏ICP备15042911号