电 话:0515-88491458
传 真:0515-88490233
联系人:孙 超
手 机:13605102362
Hotmail:Jason@ycxd.com
网 址:www.ycxd.com
地 址:江苏省盐城市盐都区郭猛镇人民东路1号

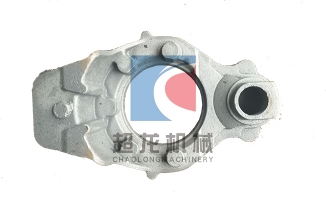
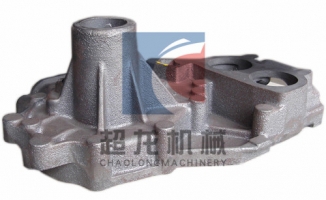
河南分动箱壳体表面质量内容分析如下:1.品质分动箱壳体表面粗糙度应符合GB6060.1铸造表面粗糙度比较样块的规定。2.铸件需抛光加工的表面按GB6060.4的规定执行。3.铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行。4.铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷。5.铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷。6.铸件的浇口,飞边,溢流口,隔皮等应清理干净,但允许留有痕迹。7.螺纹孔内起始旋入四个牙距之内不允许有缺陷。8.在不影响铸件使用的条件下,当征得需方同意,供方可以对铸件进行浸渗和修补(如焊补,变形校整等)处理,经修补处理后的压铸件应做相应的质量检验。9.铸件内表面表面粗糙度为:25um

由于铸造件在金属型中冷却凝固得比砂型中快,金属型又无容让性,因此在金属型铸造时,品质分动箱壳体产生的铸造应力比砂型铸件要大裂纹倾向性也大,还容易产生浇不足、冷隔、白口(对于铸铸件)等缺陷。通常:(1)在防止金属型铸造铸件产生裂纹方面,分动箱壳体生产厂家应注意以下结构问题:A、在壁厚均匀、壁间过渡与连接要缓和、较角处圆角适当等各方面的要求应比砂型铸造铸件更严格一些;B、应将垂直相连的壁改为倾斜相连;C、对于结构上比较薄弱的部分应设肋、凸台等予以加强,以防铸造裂纹;D、应尽量减少有阻碍铸件自由收缩的凸台、肋、凸缘等突出部分;E、在铸件上布置加强肋时,还应考虑到它对铸件收缩的影响。

河南分动箱壳体种类很多,按造型方法习惯上分为:1.普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。2.特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。品质分动箱壳体生产有与其他工艺不同的特点,主要是适应性广、需用材料和设备多、污染环境。铸造生产会产生粉尘、有害气体和噪声对环境的污染,比起其他机械制造工艺来更为严重,需要采取措施进行控制。
底盘调校,从定义上理解,是一种较为复杂的系统工程,底盘调校是与底盘行驶性能密切相关。而底盘行驶性能取决于底盘各装置的协调性。就是说底盘调校就是一种对轮胎、制动、悬架、转向系统上综合调整。分动箱壳体生产厂家从而达到预期设定的性能目标。品质分动箱壳体从最开始根据数据资源进行统计分析,判断出各底盘零件的大致参数,然后确立整车的开发目标。再通过初次调校后,可以得知与目标参数的偏差情况,届时继续进行相关的室内测试或路试,并伴随多次调校以满足初期的目标。最后经过几轮调校后,车辆底盘已基本满足开发初期的要求,不过还需经过主观评估。
液态金属通过冷却凝固最终获得合格的、满足各种使用要求的铸件。品质分动箱壳体关键问题是在生产过程中应予以妥善解决的。(一) 结晶及凝固组织的形成与控制,液体金属的结构 , 晶核的形成与长大 , 晶粒的大小、方向和形态等与铸件的凝固组织密切相关 , 它们对铸件的物理性能和力学性能有着重大的影响 。分动箱壳体生产厂家控制铸件的凝固组织的目的就是为了获得所希望的组织 , 欲控制凝固组织 , 就必须对其形成机理、形成过程和影响因素有全面的了解和深入研究。目前已建立的有效控制组织的方法有变质、孕育、动态结品、顺序凝固、快速凝固等。(二) 铸件尺寸精度和表面粗糙度控制,现代制造的许多领域 , 对铸件尺寸精度和外观质量的要求愈来愈高 , 铸件的近净形化 (Near Net Shape Processes) 技术改变着铸造只能提供毛坯的传统观念 , 其目的在于降低物耗、能耗、工耗 , 并且改善产品的内外质量 , 争取市场和高效益。

分动箱壳体生产厂家的不锈钢热处理技术:(1) 麻田散铁类不锈钢:此类不锈钢体心立方之结构(BCC)可将磁铁吸引,将其从奥斯田温度急冷而得,此之耐蚀性能最好,但材质硬则脆,接著加以回火可以增加延展性,但耐蚀性会降低,特别是在摄氏450度到650度之间回火,品质分动箱壳体会使在结晶格间隙内之碳原子扩散析出与铬形成网状之碳化铬造成临近区域铬元素之消耗使铬成份降低,无法形成保护膜,而丧失耐蚀性,故需特别注意。以下是各种麻田散铁类不锈钢材之热处理温度。(a)403, 410, 416se 之温度在650-750℃。(b)414之温度在650-730℃。(c)431之温度在6.(d)440-A, 440-B, 440-C, 420之温度在680-750℃。
 备案号:苏ICP备15042911号
备案号:苏ICP备15042911号